

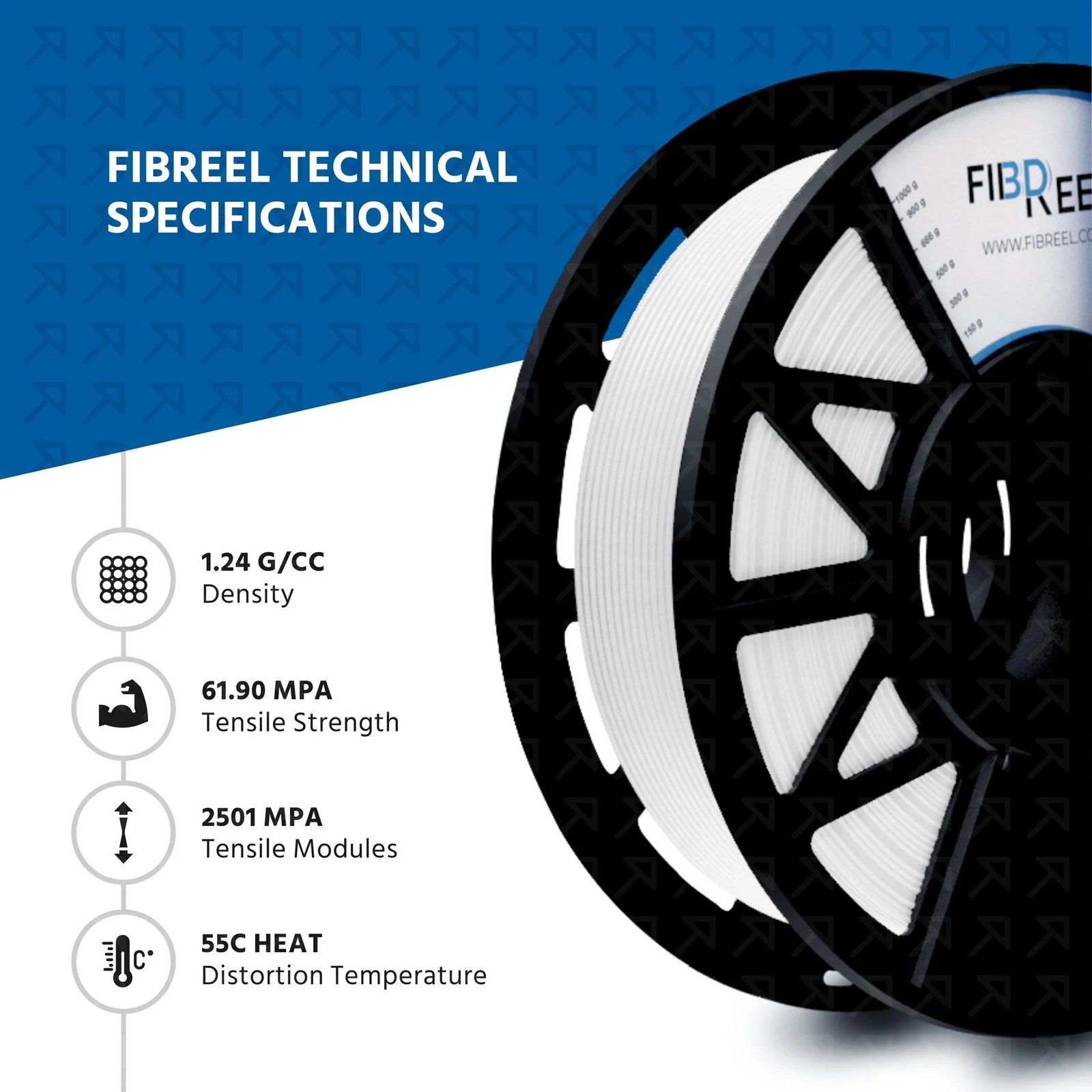
PLA 1.75 mm Diameter 1Kg
Key Description
(Polylactic Acid) is one of the most widely used 3D printing materials. It is the filament of choice for most extrusion-based 3D printers because it allows printing at low temperatures and does not need a heated bed. PLA is a great first material to use for beginners, because it is easy to print, not very expensive and suitable for versatile applications. Created from natural sources like corn and sugarcane, PLA is renewable, biodegradable and allows the plastic to give off a sweet aroma during printing.
Printing Advice
1. Extruder Temperature
We recommend an extruder temperature of 200°C for PLA.
2. Bed Temperature
While PLA/PLA+ can be printed on an unheated bed, for best results we recommend and a bed temp of between 50°C – 60°C. If poor adhesion is an issue, print the first two layers ONLY with the bed at 65°C (and 60°C for every subsequent layer).
3. Fan Control & Minimum Layer Time
PLA prints best when rapidly cooled with the aid of your extruder’s fan. This will ensure a clean, crisp layers with neat details. For the best surface resolution possible, set the extruder fan speed to 100%.
4. Retraction
We recommend starting with a retraction speed of between 30-80mm/s and a retraction distance of Between 2-5 mm for a Bowden setup or 1-2mm for a direct drive printer.
5. Build Plate Adhesion
While PLA is less prone to warping compared to other materials, even PLA can use a little extra help sticking to the bed sometimes.
6. Print Slower
With proper fan cooling, PLA can achieve blistering print speeds. We’ve found that printing at 50mm/s or slower yields great results.
7. Keep Filament Dry
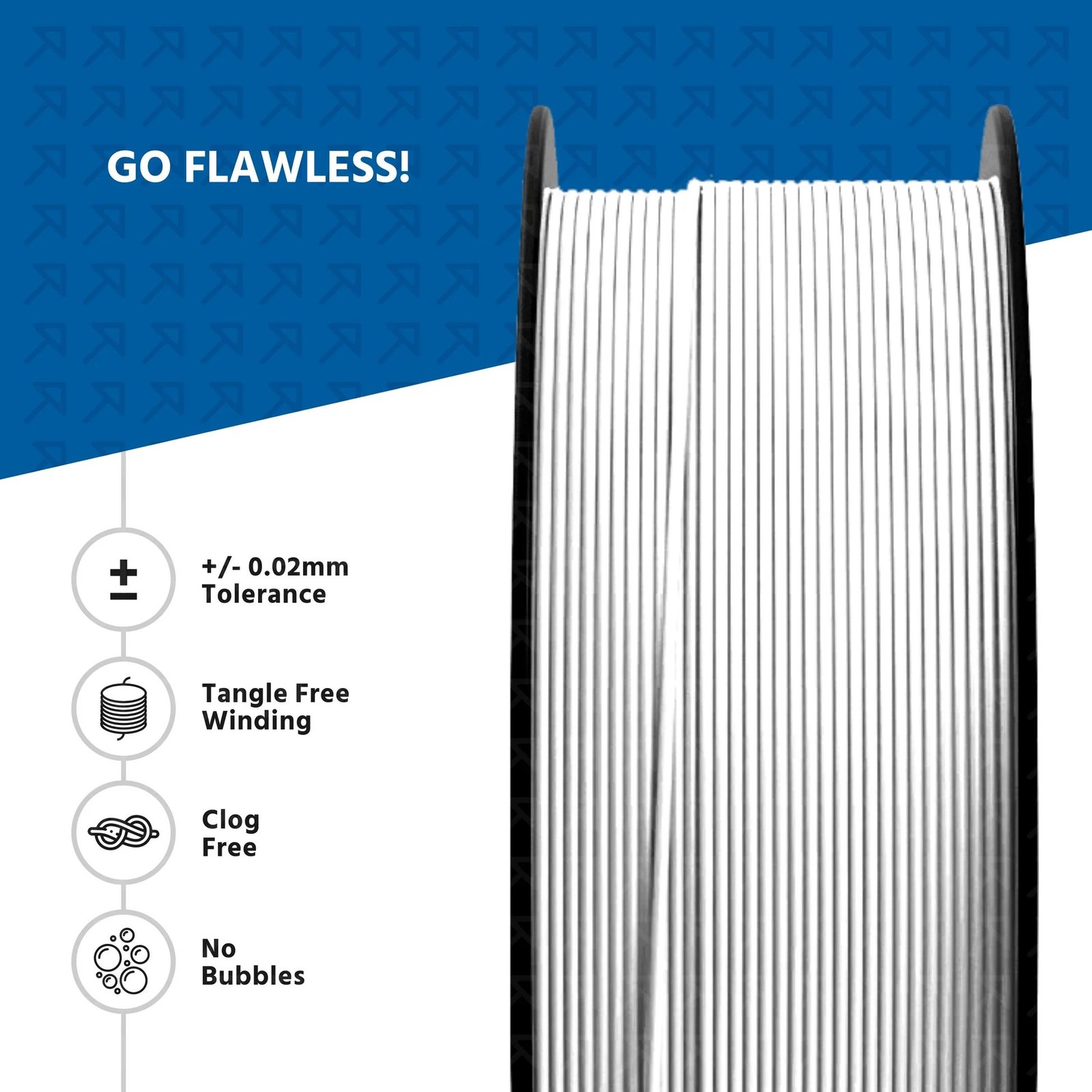
PLA is prone to absorbing moisture from the air when left out in the open. When left out in a non-airtight environment, PLA will begin to become brittle and snap when uncoiled, causing loading and feeding issues. When printing wet filament, small bubbles can also appear on the skin of your print marring an otherwise smooth surface as.
8. Unload Filament
Whenever possible, when not printing with PLA (and all other filaments for that matter), unload the filament from the printer and store it in an airtight container in a cool dry place to keep it dry.
9. Gluing
Cyanoacrylate glue (superglue) or two-stage epoxies are a great choice for when you’re looking to join your PLA parts.
Fast Delivery
Within 3-5 business days7 Days Return
Easy refund policyCustomer Reviews
No reviews yet. Be the first to review!